承压设备现场焊接规程
承压设备现场焊接规程
安全文化网 www.anquan.com.cn
承压设备现场焊接规程
1 范围
本规程规定了大型塔式容器设备现场组装焊接的基本要求。
本规程适用于焊条电弧焊、埋弧焊、钨极气体保护焊、气焊,熔化极气体保护焊焊接的压力容器。
2 引用标准
《钢制塔式容器》 JB 4710-2005
《压力容器》 GB 150-2011
《压力容器封头》 GB/T25198-2010
《承压设备焊接工艺评定》 NB/T47014-2011
《压力容器焊接规程》 NB/T47015-2011
《承压设备无损检测》 JB/T4730-2005
《钢结构工程施工质量验收规范》 GB 50205-2001
《现场设备、工业管道焊接工程施工及验收规范》 GB 50236-98
3 通用焊接规程
3.1焊接材料
3.1.1选用原则
应根据母材的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,必要时通过试验确定。
焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术条件要求。对各类钢的焊缝金属要求如下:
3.1.1.1相同钢号的焊缝金属
1)碳素钢、低合金钢的焊缝金属应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa。耐热型低合金钢的焊缝金属还应保证化学成分。
2)高合金的焊缝金属应保证力学性能和耐腐蚀性能。
3)不锈钢复合钢基层的焊缝应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa;复层的焊缝应保证腐蚀性能,当有力学性能要求时还应保证力学性能。
4)复层焊缝与基层焊缝以及与基层钢板的交界处宜采用过渡焊缝。
5)奥氏体高合金钢与碳素钢、低合金钢之间的焊缝金属应保证抗裂性能和力学性能。宜采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
3.1.1.2压力容器用焊接材料应符合NB/T47018的规定。
3.1.1.3焊接材料应有产品质量证明书,并按照相应标准的规定验收或复验,合格后方可使用。
3.1.1.4焊材规格选择原则
对根部不要求完全均匀焊透的开I形坡口的角接、T形接头、搭接焊缝和背面清根封底焊的对接焊缝,焊条直径可根据焊件厚度进行选用。对根部要求焊透的开I形坡口的角接、T形接头、搭接焊缝焊缝,焊条直径可依据组对间隙的大小进行选用。
3.2.焊接管理
3.2.1 焊接工艺评定要求
施焊下列各类焊缝的焊接工艺必须按NB47014标准评定合格:
a) 受压元件焊缝;
b) 与受压元件相焊的焊缝;
c) 熔入永久焊缝内的定位焊缝;
d) 上述焊缝的返修焊缝。
3.2.2焊接工艺卡的编制要求
a) 所有形式的焊缝焊接前必须编制焊接工艺卡;
b) 焊接工艺卡的编制应依据焊接工艺评定要求进行;
c) 焊接工艺卡由焊接责任工程师编制,项目技术负责人审核;
d) 焊接工艺卡的编制内容参考附录表格。
3.2.3 焊工资格审查要求
施焊下列各类焊缝的焊工必须持证上岗。
a) 受压元件焊缝;
b) 与受压元件相焊的焊缝;
c) 熔入永久焊缝内的定位焊缝;
d) 受压元件母材表面耐蚀焊缝。
3.2.4 焊工持证项目必须包含或与施焊项目一致。
3.2.5 必须对所有施焊焊工进行登记,编制合格焊工登记表。
3.2.6 施工焊接时应严格按照焊接工艺施工,并做好焊接施工记录和焊缝检验记录。
3.3 焊前准备
3.3.1场地
3.3.1.1高合金钢制压力容器场地应与其它类别材料分开,地面应铺置防划伤垫。
3.3.1.2有色金属压力容器应的现场制造或安装,并采取相应保护措施,例如应铺置防划伤垫。
3.3.2焊接坡口:焊接坡口应根据图样要求或工艺条件选用标准坡口或自行设计。坡口形式和尺寸应考虑下列因素:
a) 焊接方法:
b) 母材种类与厚度:
c) 焊缝填充金属尽量少:
d) 避免产生缺陷:
e) 减少焊接变形与残余应力:
f) 有利于焊接防护:
g) 焊工操作方便:
h)复合材料的坡口应有利于减少过度焊缝金属的稀释率。
3.3.3特种材料焊接坡口的形式与尺寸应遵循相应标准。
3.3.4坡口准备
3.3.4.1现场制备坡口一般采用热加工法。采用热加工方法制备坡口,需用冷加工法去除影响焊接质量的表面层。
3.3.4.2焊接坡口表面应保持平整,不应有裂纹、分层、夹杂物等缺陷。
3.3.5焊接设备、加热设备焊、预热后热器、无损检测设备、热处理工装及辅助装备应确保工作状态正常,安全可靠,仪表应定期校准或检定。
3.3.6组对定位
3.3.6.1组对定位过程中要注意保护不锈钢和有色金属表面,防止发生机械损伤。
3.3.6.2组对定位后,坡口间隙、错边量、棱角度等应符合图样规定或施工要求。
3.3.6.3避免强力组装,定位焊缝长度及间距应符合焊接工艺文件的要求。
3.3.6.4焊接接头拘束度大时,宜采用抗裂性能更好的焊材施焊。
3.3.6.5定位焊缝不得有裂纹,否则应清除重焊。如存在气孔、夹渣时亦应去除。
3.3.6.6熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
3.3.7预热
3.3.7.1压力容器现场安装或制造的焊前预热及预热温度应根据母材交货状态、化学成分、力学性能、焊接性能、厚度及焊件的拘束程度等因素确定。
3.3.7.2焊接接头的预热温度除参照相关标准外,一般通过焊接性能试验确定。实施的预热温度,主要考虑到环境温度、结构拘束度等因素的影响。
3.3.7.3采取局部预热时,应防止局部应力过大。
3.3.7.4预热的范围应大于测温点,在此区间内任意点的温度都要满足规定的要求。
3.3.7.5需要预热的焊件接头温度在整个焊接过程中应不低于预热温度。
3.3.7.6当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求。
3.3.7.7预热温度的测量
3.3.7.7.1应在加热面的背面测定温度。如做不到,应先移开加热源,待母材厚度方向上温度均匀后测定温度。温度均匀化的时间按每25mm母材厚度需2min的比例确定。
3.3.7.7.2测温点位置:
a) 当焊件焊缝处母材厚度小于或等于50mm时,测温点等于4倍母材厚度δs,且不超过50mm;
b) 当焊件焊缝处母材厚度大于50mm时,测温点≥75mm。
3.4 施焊
3.4.1 工艺人员应根据焊件设计文件、服役要求和制造现场条件,依据评定合格的焊接工艺,从实际情况出发,按每个焊接接头编制焊接工艺文件。
3.4.2 焊工应按图样、工艺文件和技术标准施焊。
3.4.3 焊接环境
3.4.3.1 现场安装或制造的压力容器,焊接环境出现下列任一情况时,应采取有效防护措施,否则禁止施焊:
3.4.3.3 当风速超过上述规定时,可采用围挡的方式进行保护,但是,围挡高不得小于2M。
3.4.3.4当焊件温度为低于-10℃时,不宜现场组焊或安装低合金钢、复合板材料的大型塔器、储罐等承压设备。
3.4.4 应在引弧板或坡口内引弧,禁止在非焊接部位引弧。纵焊缝应在引出板上收弧,弧坑应填满。
3.4.5 防止地线、电缆线、焊钳等与焊件打弧。
3.4.6 电弧擦伤处需经修磨,时期均匀过渡到母材表面,修磨的深度应不大于该部位母材厚度δs的5%,且不大于2mm,否则应进行补焊。
3.4.7 对有冲击试验要求的焊件应控制线能量,每条焊道的线能量都不超过评定合格的限值。
3.4.8 焊接管子、管件时,一般应采用多层焊,各焊道的接头应尽量错开。
3.4.9 角焊缝的根部应保证焊透。
3.4.10 多道焊或多层焊时,应注意道间和层间清理,将焊缝表面熔渣、有害氧化物、油脂、锈迹等清除干净后再继续施焊。
3.4.11 双面焊须清理焊根,显露出正面打底的焊缝金属。对于机动焊和自动焊,若经试验确认能保证焊透及焊接质量,亦可不作清根处理。
3.4.12 接弧处应保证焊透与熔合。
3.4.13 施焊过程中应控制道间温度不超过规定的范围。当焊件规定预热时,应控制道间温度不低于预热温度。
3.4.14 每条焊缝宜一次焊完。当中断焊接时,对冷裂纹敏感的焊件应及时采取保温、后热或缓冷等措施。重新施焊时,仍需按原规定预热。
3.4.15 可锤击的钢质焊缝金属和热影响区,采用锤击消除接头残余应力时,打底层焊缝和盖面层焊缝不宜锤击。
3.4.16 引弧板、引出板、产品焊接试件不应锤击拆除。
3.5. 焊接检验
3.5.1 焊接检验主要方面
3.5.1.1 焊前:
a)母材、焊接材料。
b)焊接设备、仪表、工艺装备。
c)焊接坡口、接头装配及清理。
d)焊工资格。
e)焊接工艺文件。
3.5.1.2 施焊过程中:
a)焊接规范参数。
b)执行焊接工艺情况。
c)执行技术标准情况。
d)执行图样规定情况。
3.5.1.3 焊后:
a)实际施焊记录。
b)焊缝外观及尺寸。
c)后热、焊后热处理。
d)无损检测。
e)耐压试验,现场制作或安装的碳钢及低合金钢的压力容器,耐压试验的温度高于容器器壁金属无延性转变温度40℃。
安全文化网 www.anquan.com.cn
1 范围
本规程规定了大型塔式容器设备现场组装焊接的基本要求。
本规程适用于焊条电弧焊、埋弧焊、钨极气体保护焊、气焊,熔化极气体保护焊焊接的压力容器。
2 引用标准
《钢制塔式容器》 JB 4710-2005
《压力容器》 GB 150-2011
《压力容器封头》 GB/T25198-2010
《承压设备焊接工艺评定》 NB/T47014-2011
《压力容器焊接规程》 NB/T47015-2011
《承压设备无损检测》 JB/T4730-2005
《钢结构工程施工质量验收规范》 GB 50205-2001
《现场设备、工业管道焊接工程施工及验收规范》 GB 50236-98
3 通用焊接规程
3.1焊接材料
3.1.1选用原则
应根据母材的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,必要时通过试验确定。
焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术条件要求。对各类钢的焊缝金属要求如下:
3.1.1.1相同钢号的焊缝金属
1)碳素钢、低合金钢的焊缝金属应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa。耐热型低合金钢的焊缝金属还应保证化学成分。
2)高合金的焊缝金属应保证力学性能和耐腐蚀性能。
3)不锈钢复合钢基层的焊缝应保证力学性能,且其抗拉强度不应超过母材标准规定的上限值加30MPa;复层的焊缝应保证腐蚀性能,当有力学性能要求时还应保证力学性能。
4)复层焊缝与基层焊缝以及与基层钢板的交界处宜采用过渡焊缝。
5)奥氏体高合金钢与碳素钢、低合金钢之间的焊缝金属应保证抗裂性能和力学性能。宜采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
3.1.1.2压力容器用焊接材料应符合NB/T47018的规定。
3.1.1.3焊接材料应有产品质量证明书,并按照相应标准的规定验收或复验,合格后方可使用。
3.1.1.4焊材规格选择原则
对根部不要求完全均匀焊透的开I形坡口的角接、T形接头、搭接焊缝和背面清根封底焊的对接焊缝,焊条直径可根据焊件厚度进行选用。对根部要求焊透的开I形坡口的角接、T形接头、搭接焊缝焊缝,焊条直径可依据组对间隙的大小进行选用。
3.2.焊接管理
3.2.1 焊接工艺评定要求
施焊下列各类焊缝的焊接工艺必须按NB47014标准评定合格:
a) 受压元件焊缝;
b) 与受压元件相焊的焊缝;
c) 熔入永久焊缝内的定位焊缝;
d) 上述焊缝的返修焊缝。
3.2.2焊接工艺卡的编制要求
a) 所有形式的焊缝焊接前必须编制焊接工艺卡;
b) 焊接工艺卡的编制应依据焊接工艺评定要求进行;
c) 焊接工艺卡由焊接责任工程师编制,项目技术负责人审核;
d) 焊接工艺卡的编制内容参考附录表格。
3.2.3 焊工资格审查要求
施焊下列各类焊缝的焊工必须持证上岗。
a) 受压元件焊缝;
b) 与受压元件相焊的焊缝;
c) 熔入永久焊缝内的定位焊缝;
d) 受压元件母材表面耐蚀焊缝。
3.2.4 焊工持证项目必须包含或与施焊项目一致。
3.2.5 必须对所有施焊焊工进行登记,编制合格焊工登记表。
3.2.6 施工焊接时应严格按照焊接工艺施工,并做好焊接施工记录和焊缝检验记录。
3.3 焊前准备
3.3.1场地
3.3.1.1高合金钢制压力容器场地应与其它类别材料分开,地面应铺置防划伤垫。
3.3.1.2有色金属压力容器应的现场制造或安装,并采取相应保护措施,例如应铺置防划伤垫。
3.3.2焊接坡口:焊接坡口应根据图样要求或工艺条件选用标准坡口或自行设计。坡口形式和尺寸应考虑下列因素:
a) 焊接方法:
b) 母材种类与厚度:
c) 焊缝填充金属尽量少:
d) 避免产生缺陷:
e) 减少焊接变形与残余应力:
f) 有利于焊接防护:
g) 焊工操作方便:
h)复合材料的坡口应有利于减少过度焊缝金属的稀释率。
3.3.3特种材料焊接坡口的形式与尺寸应遵循相应标准。
3.3.4坡口准备
3.3.4.1现场制备坡口一般采用热加工法。采用热加工方法制备坡口,需用冷加工法去除影响焊接质量的表面层。
3.3.4.2焊接坡口表面应保持平整,不应有裂纹、分层、夹杂物等缺陷。
3.3.5焊接设备、加热设备焊、预热后热器、无损检测设备、热处理工装及辅助装备应确保工作状态正常,安全可靠,仪表应定期校准或检定。
3.3.6组对定位
3.3.6.1组对定位过程中要注意保护不锈钢和有色金属表面,防止发生机械损伤。
3.3.6.2组对定位后,坡口间隙、错边量、棱角度等应符合图样规定或施工要求。
3.3.6.3避免强力组装,定位焊缝长度及间距应符合焊接工艺文件的要求。
3.3.6.4焊接接头拘束度大时,宜采用抗裂性能更好的焊材施焊。
3.3.6.5定位焊缝不得有裂纹,否则应清除重焊。如存在气孔、夹渣时亦应去除。
3.3.6.6熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
3.3.7预热
3.3.7.1压力容器现场安装或制造的焊前预热及预热温度应根据母材交货状态、化学成分、力学性能、焊接性能、厚度及焊件的拘束程度等因素确定。
3.3.7.2焊接接头的预热温度除参照相关标准外,一般通过焊接性能试验确定。实施的预热温度,主要考虑到环境温度、结构拘束度等因素的影响。
3.3.7.3采取局部预热时,应防止局部应力过大。
3.3.7.4预热的范围应大于测温点,在此区间内任意点的温度都要满足规定的要求。
3.3.7.5需要预热的焊件接头温度在整个焊接过程中应不低于预热温度。
3.3.7.6当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求。
3.3.7.7预热温度的测量
3.3.7.7.1应在加热面的背面测定温度。如做不到,应先移开加热源,待母材厚度方向上温度均匀后测定温度。温度均匀化的时间按每25mm母材厚度需2min的比例确定。
3.3.7.7.2测温点位置:
a) 当焊件焊缝处母材厚度小于或等于50mm时,测温点等于4倍母材厚度δs,且不超过50mm;
b) 当焊件焊缝处母材厚度大于50mm时,测温点≥75mm。
3.4 施焊
3.4.1 工艺人员应根据焊件设计文件、服役要求和制造现场条件,依据评定合格的焊接工艺,从实际情况出发,按每个焊接接头编制焊接工艺文件。
3.4.2 焊工应按图样、工艺文件和技术标准施焊。
3.4.3 焊接环境
3.4.3.1 现场安装或制造的压力容器,焊接环境出现下列任一情况时,应采取有效防护措施,否则禁止施焊:
- 风速:气体保护焊大于1.5m/s,其他焊接方法大于8m/s;
- 相对湿度大于90%;
- 雨雪环境;
- 焊件温度低于-10℃。
3.4.3.3 当风速超过上述规定时,可采用围挡的方式进行保护,但是,围挡高不得小于2M。
3.4.3.4当焊件温度为低于-10℃时,不宜现场组焊或安装低合金钢、复合板材料的大型塔器、储罐等承压设备。
3.4.4 应在引弧板或坡口内引弧,禁止在非焊接部位引弧。纵焊缝应在引出板上收弧,弧坑应填满。
3.4.5 防止地线、电缆线、焊钳等与焊件打弧。
3.4.6 电弧擦伤处需经修磨,时期均匀过渡到母材表面,修磨的深度应不大于该部位母材厚度δs的5%,且不大于2mm,否则应进行补焊。
3.4.7 对有冲击试验要求的焊件应控制线能量,每条焊道的线能量都不超过评定合格的限值。
3.4.8 焊接管子、管件时,一般应采用多层焊,各焊道的接头应尽量错开。
3.4.9 角焊缝的根部应保证焊透。
3.4.10 多道焊或多层焊时,应注意道间和层间清理,将焊缝表面熔渣、有害氧化物、油脂、锈迹等清除干净后再继续施焊。
3.4.11 双面焊须清理焊根,显露出正面打底的焊缝金属。对于机动焊和自动焊,若经试验确认能保证焊透及焊接质量,亦可不作清根处理。
3.4.12 接弧处应保证焊透与熔合。
3.4.13 施焊过程中应控制道间温度不超过规定的范围。当焊件规定预热时,应控制道间温度不低于预热温度。
3.4.14 每条焊缝宜一次焊完。当中断焊接时,对冷裂纹敏感的焊件应及时采取保温、后热或缓冷等措施。重新施焊时,仍需按原规定预热。
3.4.15 可锤击的钢质焊缝金属和热影响区,采用锤击消除接头残余应力时,打底层焊缝和盖面层焊缝不宜锤击。
3.4.16 引弧板、引出板、产品焊接试件不应锤击拆除。
3.5. 焊接检验
3.5.1 焊接检验主要方面
3.5.1.1 焊前:
a)母材、焊接材料。
b)焊接设备、仪表、工艺装备。
c)焊接坡口、接头装配及清理。
d)焊工资格。
e)焊接工艺文件。
3.5.1.2 施焊过程中:
a)焊接规范参数。
b)执行焊接工艺情况。
c)执行技术标准情况。
d)执行图样规定情况。
3.5.1.3 焊后:
a)实际施焊记录。
b)焊缝外观及尺寸。
c)后热、焊后热处理。
d)无损检测。
e)耐压试验,现场制作或安装的碳钢及低合金钢的压力容器,耐压试验的温度高于容器器壁金属无延性转变温度40℃。
安全文化网 www.anquan.com.cn
上一篇: 火场当中“紧急避险”的方法
下一篇:夏季游泳溺水急救二步骤六方法
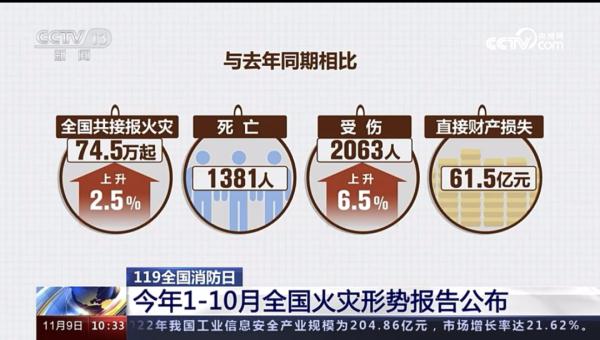
- 今年1至10月全国火灾形势报告公布
2023-11-09 - 河南安阳“11·21”特别重大火灾细节披露

2023-11-09 - 国务院安委会办公室关于开展2023年消防宣传月活动的

2023-10-15